ಆರ್ಮೇಚರ್ ಶಾಫ್ಟ್ಗಾಗಿ ಇಂಡಕ್ಷನ್ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗಿಸುವ ಶಾಫ್ಟ್
ವಿವರಣೆ
ಆರ್ಮೇಚರ್ ಶಾಫ್ಟ್ಗಾಗಿ ಇಂಡಕ್ಷನ್ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗುವುದು
ಉದ್ದೇಶ
ಇಂಡಕ್ಷನ್ ಮೇಲ್ಮೈ ಗಟ್ಟಿಯಾಗುವುದು ಆರ್ಮೇಚರ್ ಶಾಫ್ಟ್ನ ಗೇರ್ ತುದಿ ಹಲ್ಲುಗಳ ಮಧ್ಯದ ರೇಖೆಯಲ್ಲಿ 58 ″ (. 65 ಮಿಮೀ) ಆಳದಲ್ಲಿ 0.02-51 ರಾಕ್ವೆಲ್ ಸಿ ಮತ್ತು .49 ″ (.55 ಮಿಮೀ) ಆಳದಲ್ಲಿ 010-3 ರಾಕ್ವೆಲ್ ಸಿ ಗೆ ಮೂಲದ ಮಧ್ಯದ ರೇಖೆ.
ವಸ್ತು: ಸುಮಾರು 7/177.8 (1 ಮಿಮೀ) ಗೇರ್ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ 2 ″ (12.7 ಮಿಮೀ) ಉದ್ದವನ್ನು ಅಳತೆ ಮಾಡುವ ಸ್ಟೀಲ್ ಆರ್ಮೇಚರ್ ಶಾಫ್ಟ್.

ತಾಪಮಾನ: 1700ºF (926.7ºC)
ಆವರ್ತನ: 140 kHz
ಉಪಕರಣ

(ಎರಡು (30) ಕೆಪಾಸಿಟರ್ಗಳನ್ನು ಒಳಗೊಂಡಿರುವ ರಿಮೋಟ್ ವರ್ಕ್ಹೆಡ್ ಹೊಂದಿದ ಡಿಡಬ್ಲ್ಯೂ-ಯುಹೆಚ್ಎಫ್ -2 ಕಿ.ವ್ಯಾ ಇಂಡಕ್ಷನ್ ತಾಪನ ವ್ಯವಸ್ಥೆ
ಒಟ್ಟು 0.5 µF
-4 20-XNUMX mA ಇನ್ಪುಟ್ ಸಿಮ್ಯುಲೇಟರ್
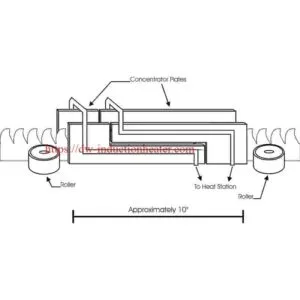
• ಈ ಅಪ್ಲಿಕೇಶನ್ಗೆ ವಿಶೇಷವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿದ ಮತ್ತು ಅಭಿವೃದ್ಧಿಪಡಿಸಿದ ಒಂದು ಇಂಡಕ್ಷನ್ ತಾಪನ ಸುರುಳಿ.

ಪ್ರಕ್ರಿಯೆ
ಅಪೇಕ್ಷಿತ ಗಡಸುತನವನ್ನು ಸಾಧಿಸಲು ಶಾಫ್ಟ್ನ ಗೇರ್ ತುದಿಯನ್ನು 1700 ಸೆಕೆಂಡುಗಳ ಕಾಲ 926.7ºF (2.5ºC) ಗೆ ಬಿಸಿಮಾಡಲು ಐದು ತಿರುವು ಹೆಲಿಕಲ್ ಕಾಯಿಲ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಫಲಿತಾಂಶಗಳು / ಪ್ರಯೋಜನಗಳು
ಇಂಡಕ್ಷನ್ ತಾಪನವು ಒದಗಿಸುತ್ತದೆ:
• ಪಿನ್-ಪಾಯಿಂಟ್ ನಿಖರತೆ
Re ಗರಿಷ್ಠ ಪುನರಾವರ್ತನೆ
Cycle ವೇಗವಾಗಿ ಸೈಕಲ್ ಸಮಯ