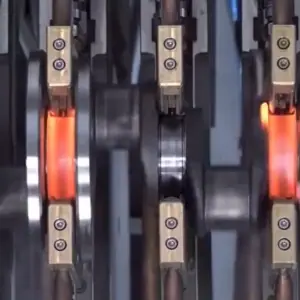
ಇಂಡಕ್ಷನ್ ಹಾರ್ಡೆನಿಂಗ್ ಸಾ ಬ್ಲೇಡ್ಸ್
ವಿವರಣೆ
ಇಂಡಕ್ಷನ್ ಹಾರ್ಡೆನಿಂಗ್ ಹೈ ಫ್ರೀಕ್ವೆನ್ಸಿ ಹೀಟರ್ನೊಂದಿಗೆ ಬ್ಲೇಡ್ಗಳನ್ನು ಕಂಡಿತು
ಉದ್ದೇಶ 50 ರಿಂದ 52 ರ ನಡುವಿನ ರಾಕ್ವೆಲ್ ಗಡಸುತನಕ್ಕೆ ಉಕ್ಕಿನ ಗರಗಸದ ಬ್ಲೇಡ್ಗಳನ್ನು ಹಿಂತಿರುಗಿಸಲು ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ಬಳಸುವುದು. ಗಡಸುತನವು ಹಲ್ಲುಗಳು ಮತ್ತು ಬ್ಲೇಡ್ನ ಹಿಂಭಾಗದ ನಡುವೆ 1/2 ರಿಂದ 1 ಬಿಂದುವಿನಲ್ಲಿರಬೇಕು. ಪ್ರಕ್ರಿಯೆಯನ್ನು ನಿಮಿಷಕ್ಕೆ 60 ಇಂಚುಗಳಷ್ಟು ದರದಲ್ಲಿ ನಿರ್ವಹಿಸಬೇಕು
ಮೆಟೀರಿಯಲ್ ಸ್ಟೀಲ್ ಬ್ಯಾಂಡ್ 2.125 ″ ಅಗಲ, 0.042 ″ ದಪ್ಪವಿರುವ ಬ್ಲೇಡ್ ಅನ್ನು ಕಂಡಿತು
ತಾಪಮಾನ 700 º F
ಆವರ್ತನ 100 kHz
ಸಲಕರಣೆಗಳು ಡಿಡಬ್ಲ್ಯೂ-ಯುಹೆಚ್ಎಫ್ -10 ಕೆಡಬ್ಲ್ಯೂ output ಟ್ಪುಟ್ ಘನ-ಸ್ಥಿತಿಯ ಇಂಡಕ್ಷನ್ ವಿದ್ಯುತ್ ಸರಬರಾಜು ಸ್ಟೆಪ್ ಡೌನ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಮತ್ತು ಮೂರು (3) ಬಸ್ಸುಗಳು ಮತ್ತು ಎಂಟು (8) ಕೆಪಾಸಿಟರ್ಗಳನ್ನು ಒಳಗೊಂಡಿರುವ ದೂರಸ್ಥ ಶಾಖ ಕೇಂದ್ರ 0.66? ಎಫ್. ಸಿಂಗಲ್ ಮತ್ತು ಅನ್ನು ಬಳಸಿಕೊಂಡು ಈ ಅಪ್ಲಿಕೇಶನ್ಗಾಗಿ ವಿಶೇಷವಾಗಿ ನೀರಿನ ತಂಪಾಗುವ ಸುರುಳಿಯನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ ಮತ್ತು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ
ಎರಡು ತಿರುವುಗಳು

ಪ್ರಕ್ರಿಯೆ: ಈ ಕೆಳಗಿನ ಗುರಿಗಳನ್ನು ಸಾಧಿಸಲು ಅಮೆರಿಥೆರ್ಮ್ ಉಪಕರಣಗಳನ್ನು ಬಳಸಲಾಯಿತು:
Heat ವೋಲ್ಟೇಜ್ ಅನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಅನನ್ಯವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಚಾನೆಲ್ ಕಾಯಿಲ್ ಮತ್ತು ಸ್ಟೆಪ್ ಡೌನ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಬಳಕೆಯ ಮೂಲಕ ಅಗತ್ಯವಾದ ಶಾಖದ ಮಾದರಿಯನ್ನು ಸಾಧಿಸಲಾಯಿತು
Channel ಅನನ್ಯ ಚಾನಲ್ ಕಾಯಿಲ್ ಮತ್ತು ನಿರ್ದಿಷ್ಟವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಪಂದ್ಯದ ಬಳಕೆಯ ಮೂಲಕ ನಿಮಿಷಕ್ಕೆ 60 ಇಂಚುಗಳಷ್ಟು ಫೀಡ್ ದರವನ್ನು ಸಹ ಪೂರೈಸಲಾಯಿತು.
ಫಲಿತಾಂಶಗಳು ಫಲಿತಾಂಶ: ವಿಲ್ಸನ್ ಮೇಲ್ನೋಟದ ಗಡಸುತನ ಪರೀಕ್ಷಕನ ಮೇಲೆ ಹದಿನೈದು ಗರಗಸದ ಹಲ್ಲುಗಳಿಗೆ ಸರಾಸರಿ ಗಡಸುತನವನ್ನು 50.3 ಆರ್ಸಿ ಅಳೆಯಲಾಗುತ್ತದೆ, ಇದು ಗ್ರಾಹಕರಿಂದ ಸ್ಥಾಪಿಸಲಾದ ಅಂತಿಮ ಗುರಿಯನ್ನು ಪೂರೈಸುತ್ತದೆ.