
ಇಂಡಕ್ಷನ್ ಪ್ರಿಹೀಟ್ ವೆಲ್ಡಿಂಗ್ ಸ್ಟೀಲ್ ರಾಡ್ಸ್
ವಿವರಣೆ
ಇಂಡಕ್ಷನ್ ಪ್ರಿಹೀಟ್ ವೆಲ್ಡಿಂಗ್ ಸ್ಟೀಲ್ ರಾಡ್ಸ್ ಅಪ್ಲಿಕೇಶನ್ಗಳು
ಉದ್ದೇಶ ಪ್ರಮುಖ ಸಲಕರಣೆಗಳ ಉತ್ಪಾದಕರಿಗೆ ವೆಲ್ಡಿಂಗ್ ಅಪ್ಲಿಕೇಶನ್ಗಾಗಿ ಸ್ಟೀಲ್ ರಾಡ್ಗಳನ್ನು 500 ºF (260 ºC) ಗೆ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸಲು
ಮೆಟೀರಿಯಲ್: ಗ್ರಾಹಕರು ಸರಬರಾಜು ಮಾಡಿದ ಉಕ್ಕಿನ ಪಿನ್ಗಳು (ಬದಲಾಗುತ್ತವೆ, ಸರಾಸರಿ 2 ”/ 51 ಮಿಮೀ)
ತಾಪಮಾನ: 500 ºF (260 ºC)
ಆವರ್ತನ: 100 ಕಿಲೋಹರ್ಟ್ಝ್
ಉಪಕರಣ: ಎಂಟು 45 μF ಕೆಪಾಸಿಟರ್ಗಳನ್ನು ಹೊಂದಿರುವ ದೂರಸ್ಥ ಶಾಖ ಕೇಂದ್ರವನ್ನು ಹೊಂದಿದ DW-HF-50kW 150-1.0 kHz ಇಂಡಕ್ಷನ್ ತಾಪನ ವ್ಯವಸ್ಥೆ
- ಬಹು ಸ್ಥಾನ ಎರಡು-ತಿರುವು ಪ್ರವೇಶ ತಾಪನ ಸುರುಳಿ ಈ ಅಪ್ಲಿಕೇಶನ್ಗಾಗಿ ವಿಶೇಷವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ ಮತ್ತು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ
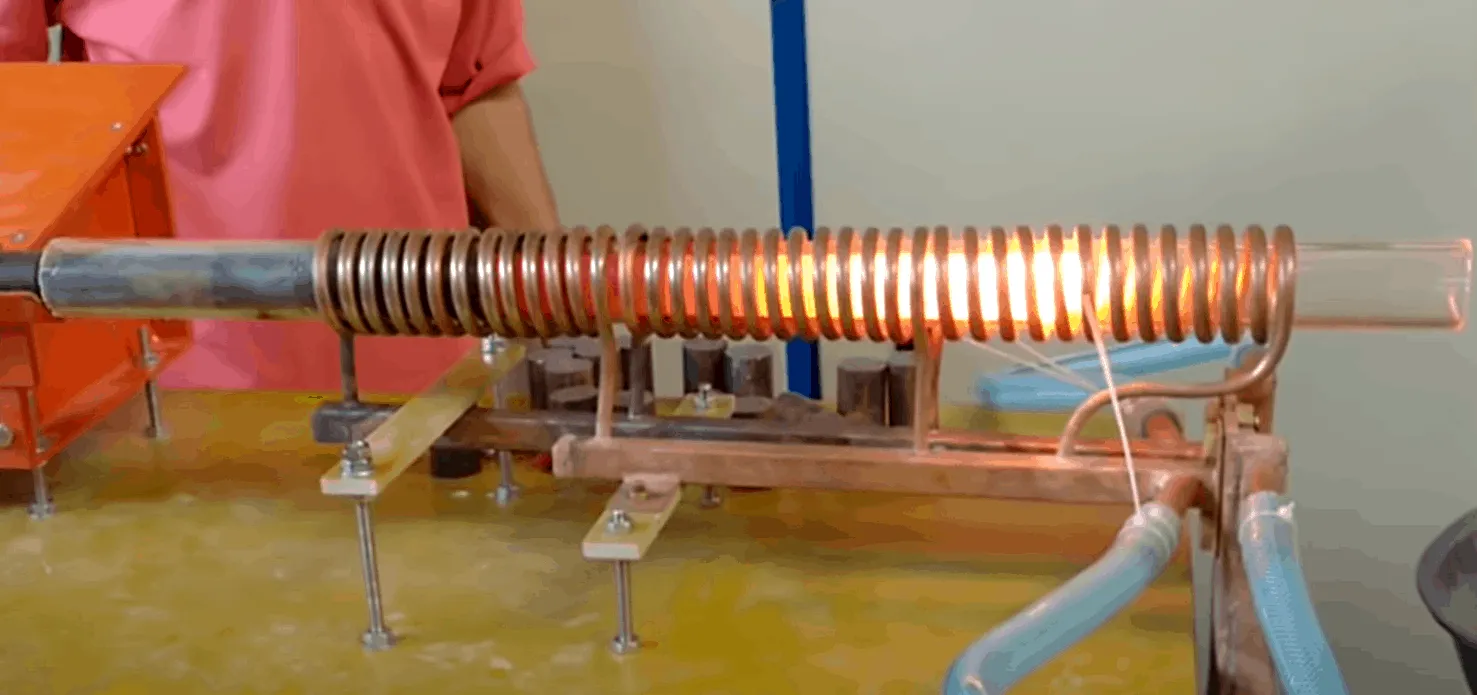
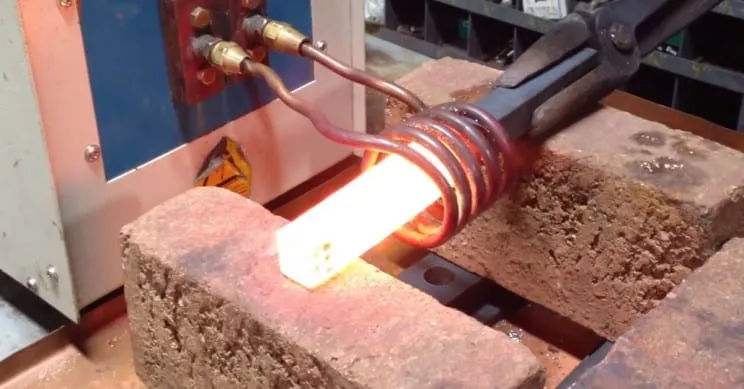
ಇಂಡಕ್ಷನ್ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವ ಪ್ರಕ್ರಿಯೆ: ಉಕ್ಕಿನ ರಾಡ್ ಅನ್ನು ಸುರುಳಿಯಲ್ಲಿ ತುಂಬಿಸಲಾಯಿತು, ಮತ್ತು ಶಾಖವನ್ನು ಆನ್ ಮಾಡಲಾಗಿದೆ. ಈ ಭಾಗವು ಒಂದು ನಿಮಿಷದಲ್ಲಿ 600 ºF (316) C) ತಲುಪಿತು. ಹೊರಗಿನ ಪದರವು 30 ºF (500) C) ಗಿಂತ ಇಳಿಯುವುದಿಲ್ಲ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ವಿದ್ಯುತ್ ಅನ್ನು ಆಫ್ ಮಾಡಲಾಗಿದೆ ಮತ್ತು ರಾಡ್ ಅನ್ನು 260 ಸೆಕೆಂಡುಗಳ ಕಾಲ ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಲಾಯಿತು.

ಅಪ್ಲಿಕೇಶನ್ ಲ್ಯಾಬ್ನ ಅನುಭವಗಳು ಮತ್ತು ಪರೀಕ್ಷೆಯ ಆಧಾರದ ಮೇಲೆ, ಹೆಚ್ಚಿನ ತಾಪನ ಸಮಯ, ಕಡಿಮೆ ಶಕ್ತಿಯ ಅಗತ್ಯವಿರುತ್ತದೆ.
ಹೆಚ್ಚುವರಿಯಾಗಿ, ಹೆಚ್ಚಿನ ತಾಪನ ಸಮಯ, ಹೊರಗಿನ ತಾಪಮಾನವು 500 aboveF ಗಿಂತ ಹೆಚ್ಚಿರುತ್ತದೆ.
ಅದರ ಬೆಳಕಿನಲ್ಲಿ, ವಿದ್ಯುತ್ ಸರಬರಾಜಿನ ವಿಷಯದಲ್ಲಿ ಹೆಚ್ಚುವರಿ ಸಾಧ್ಯತೆಗಳಿವೆ, ಎರಡು-ಸ್ಥಾನದ ಕಾಯಿಲ್ ಹೊಂದಿರುವ 15 ಕಿ.ವ್ಯಾ ಇಂಡಕ್ಷನ್ ಹೀಟರ್ನಿಂದ ಎರಡು ನಿಮಿಷಗಳ ತಾಪನ ಸಮಯವನ್ನು ಹೊಂದಿರುವ 45 ಕಿ.ವಾ. ಇಂಡಕ್ಷನ್ ತಾಪನ ವ್ಯವಸ್ಥೆ ನಾಲ್ಕು ಸ್ಥಾನಗಳ ಸುರುಳಿ ಮತ್ತು ಒಂದು ನಿಮಿಷದ ತಾಪನ ಸಮಯದೊಂದಿಗೆ.
ಫಲಿತಾಂಶಗಳು / ಪ್ರಯೋಜನಗಳು
ನಿಖರವಾದ ತಾಪನ: ಗ್ರಾಹಕನು ಜ್ವಾಲೆಯಿಂದ ಬದಲಾಗುವುದನ್ನು ನೋಡುತ್ತಿದ್ದಾನೆ, ಏಕೆಂದರೆ ಪ್ರಚೋದನೆಯು ಹೆಚ್ಚು ನಿಖರವಾದ, ಪುನರಾವರ್ತನೀಯ ತಾಪವನ್ನು ನೀಡುತ್ತದೆ
- ನುಗ್ಗುವಿಕೆ: ಟಾರ್ಚ್ಗೆ ಹೋಲಿಸಿದಾಗ ಇಂಡಕ್ಷನ್ ಪಿನ್ಗೆ ನುಗ್ಗುವ ಉತ್ತಮ ಕೆಲಸವನ್ನು ಮಾಡುತ್ತದೆ, ಇದು ನಿರ್ಣಾಯಕವಾಗಿದೆ
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವುದು
- ವೇಗ: ಇಂಡಕ್ಷನ್ ವೇಗದ ತಾಪವನ್ನು ಶಕ್ತಗೊಳಿಸುತ್ತದೆ, ಇದು ಟಾರ್ಚ್ ತಾಪನಕ್ಕೆ ಹೋಲಿಸಿದರೆ ಉತ್ಪಾದನೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ
- ಭಾಗ ಗುಣಮಟ್ಟ: ಟಾರ್ಚ್ ಭಾಗವನ್ನು ಸುಲಭವಾಗಿ ಮಾಡಬಹುದು, ಇದು ಇಂಡಕ್ಷನ್ ಅನ್ನು ಅನುಕೂಲಕರವಾಗಿಸುತ್ತದೆ
- ಕೆಲಸದ ವಾತಾವರಣ: ಇಂಡಕ್ಷನ್ ಪ್ರಿಹೀಟ್ ವೆಲ್ಡಿಂಗ್ ಸುರಕ್ಷಿತ ತಾಪನ ವಿಧಾನವಾಗಿದ್ದು ಅದು ಜ್ವಾಲೆಗಿಂತ ಕಡಿಮೆ ಶಾಖವನ್ನು ಕೆಲಸದ ಸ್ಥಳದಲ್ಲಿ ಪರಿಚಯಿಸುತ್ತದೆ



