ಇಂಡಕ್ಷನ್ ಬ್ರೆಜಿಂಗ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪರಿಕರಗಳು
ವಿವರಣೆ
ಆರ್ಎಫ್ ತಾಪನ ಉಪಕರಣಗಳೊಂದಿಗೆ ಇಂಡಕ್ಷನ್ ಬ್ರೆಜಿಂಗ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪರಿಕರಗಳು
ರಿಸರ್ಚ್ ಆಬ್ಜೆಕ್ಟಿವ್
ಇಂಡಕ್ಷನ್ ತಾಪನದೊಂದಿಗೆ ಹಲ್ಲಿನ ಪ್ರೊಫಿ ಜೆಟ್ ಅಸೆಂಬ್ಲಿನಲ್ಲಿ ಮೂರು ಕೀಲುಗಳನ್ನು ಮೇಯುವುದಕ್ಕೆ; ಇಳುವರಿ ಸ್ಥಿರತೆ ಸುಧಾರಿಸಲು ಮತ್ತು ಸೈಕಲ್ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡಲು.
ಭಾಗಗಳು ಮತ್ತು ವಸ್ತುಗಳ ವಿವರಣೆ
ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪ್ರೊಫಿ ಮೂಗು ತುಂಡು, ಎರಡು ಟ್ಯೂಬ್ಗಳು, ಟ್ಯೂಬ್ ಬೆಂಬಲ ಕಾಲರ್, ಬ್ರೇಜ್ ಮಿಶ್ರಲೋಹ ಉಂಗುರಗಳು, B1 ಹರಿವು
ತಾಪಮಾನ ಅಗತ್ಯ
1400 ° F
ಇಂಡಕ್ಷನ್ ತಾಪನ ಉಪಕರಣ
DW-UHF-4.5kW ಆರ್ಎಫ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ಪವರ್ ಸಪ್ಲೈ, ವಿಶೇಷವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿದ ಇಂಡಕ್ಟಟರ್ (ಕಾಯಿಲ್)
ಆಪರೇಟಿಂಗ್ ಫ್ರೀಕ್ವೆನ್ಸಿ
400 ಕಿಲೋಹರ್ಟ್ z ್
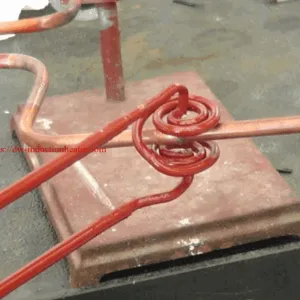
ತಾಪನ ಪ್ರಕ್ರಿಯೆ
ಸಮಯದಿಂದ-ತಾಪಮಾನ ಮತ್ತು ತಾಪನ ಪ್ರೊಫೈಲ್ಗಳನ್ನು ಸ್ಥಾಪಿಸಲು ಪ್ರಾಥಮಿಕ ಪರೀಕ್ಷೆ ಮಾಡಲಾಯಿತು. ಎರಡು-ಹಂತದ ಪ್ರಕ್ರಿಯೆಯು ಅತ್ಯುತ್ತಮ ಫಲಿತಾಂಶಗಳನ್ನು ತಲುಪಿಸುತ್ತದೆ ಎಂದು ನಿರ್ಧರಿಸಲಾಯಿತು. ಈ ಅಪ್ಲಿಕೇಶನ್ ವಿಶೇಷವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿದ ನಾಲ್ಕು-ತಿರುವು, ಜಂಟಿ ಪ್ರದೇಶಗಳಿಗೆ ಸಹ ಶಾಖವನ್ನು ನೀಡಲು ಡಬಲ್-ಗಾಯದ ಹೆಲಿಕಾಕಲ್ ಇಂಡಕ್ಟರ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತಿತ್ತು. ಎರಡು ಟ್ಯೂಬ್ಗಳು, ಟ್ಯೂಬ್ ಬೆಂಬಲ ಕಾಲರ್ ಮತ್ತು ಮೂಗು ತುಂಡುಗಳನ್ನು ಒಟ್ಟುಗೂಡಿಸಲಾಯಿತು ಮತ್ತು ತಾತ್ಕಾಲಿಕ ಫಿಕ್ಸಿಂಗ್ನೊಂದಿಗೆ ಸ್ಥಾನದಲ್ಲಿ ಇರಿಸಲಾಯಿತು. ಬ್ರಾಜ್ ಮಿಶ್ರಲೋಹ ಉಂಗುರಗಳನ್ನು ಸ್ಥಾನದಲ್ಲಿ ಇರಿಸಲಾಯಿತು ಮತ್ತು B1 ಫ್ಲಕ್ಸ್ನ ತೆಳ್ಳಗಿನ ಕೋಟ್ ಅನ್ನು ಸಂಪೂರ್ಣ ಸಭೆಗೆ ಅನ್ವಯಿಸಲಾಯಿತು. ತಾಪನ ಪ್ರಕ್ರಿಯೆಯ ಮೊದಲ ಹಂತದಲ್ಲಿ, ಅಸೆಂಬ್ಲಿಯ ಮೇಲಿನ ಟ್ಯೂಬ್ ಅಂತ್ಯವನ್ನು ಬಿಸಿಮಾಡುವ ವಲಯದಲ್ಲಿ ಇರಿಸಲಾಯಿತು ಮತ್ತು 10 ಸೆಕೆಂಡಿಗೆ ಪ್ರವೇಶ ಪವರ್ ಅನ್ನು ಸರಬರಾಜು ಮಾಡಲಾಯಿತು. ಹಂತ ಎರಡು, ವಿಧಾನಸಭೆ ಹಿಮ್ಮುಖವಾಯಿತು ಮತ್ತು ಅಸೆಂಬ್ಲಿಯ ಕೆಳಭಾಗವು ಹೆಚ್ಚುವರಿ 10 ಸೆಕೆಂಡ್ಗಳಿಗೆ ಬಿಸಿಮಾಡಲ್ಪಟ್ಟಿತು. ಸದರಿ ವಿಧಾನವನ್ನು ನಂತರ ತೆಗೆದುಹಾಕಲಾಯಿತು, ಬಿಸಿ ನೀರಿನಲ್ಲಿ ಸ್ನಾನ ಮಾಡಿ ಹರಿವನ್ನು ತೆಗೆದುಹಾಕಿ, ಶುಷ್ಕ ಗಾಳಿಯಿಂದ ಒಣಗಿದರು.
ತೀರ್ಮಾನ
ಸ್ಥಿರವಾದ, ಪುನರಾವರ್ತನೀಯ ಫಲಿತಾಂಶಗಳನ್ನು ಡಿಡಬ್ಲೂ-ಯುಹೆಚ್ಎಫ್-ಎಕ್ಸ್ಯುಎನ್ಎಕ್ಸ್ಎಕ್ಸ್ಡಬ್ಲ್ಯೂ ವಿದ್ಯುತ್ ಪೂರೈಕೆ ಮತ್ತು ಎಕ್ಸ್ಟಮ್ಎಕ್ಸ್ ಎರಡನೇ ಶಾಖ ಚಕ್ರಗಳೊಂದಿಗೆ ಪಡೆಯಲಾಯಿತು. ಪ್ರತಿಯೊಂದು ಗಾಳಿ ಜಂಟಿಗೂ ಸಹ ಫೈಲ್ಟಾಟ್ನೊಂದಿಗೆ ಮೊಹರು ಹಾಕಲಾಯಿತು