ಇಂಡಕ್ಷನ್ ಶ್ರಿಕಿ ಫಿಟ್ಟಿಂಗ್
ವಿವರಣೆ
ಇಂಡಕ್ಷನ್ ಶ್ರಿಕಿ ಫಿಟ್ಟಿಂಗ್
ಇಂಡಕ್ಷನ್ ಕುಗ್ಗುವಿಕೆ ಸರಿಹೊಂದಿಸುತ್ತದೆ 150 ° C (302 ° F) ಮತ್ತು 300 ° C (572 ° F) ನಡುವಿನ ಪೂರ್ವ-ತಾಪನ ಲೋಹದ ಘಟಕಗಳಿಗೆ ಇಂಡಕ್ಷನ್ ಹೀಟರ್ ತಂತ್ರಜ್ಞಾನದ ಬಳಕೆಯನ್ನು ಉಲ್ಲೇಖಿಸುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಅವುಗಳನ್ನು ಮತ್ತೊಂದು ಘಟಕವನ್ನು ಅಳವಡಿಸಲು ಅಥವಾ ತೆಗೆದುಹಾಕಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ. ಸಾಮಾನ್ಯವಾಗಿ ಕಡಿಮೆ ಉಷ್ಣತೆಯು ಅಲ್ಯೂಮಿನಿಯಂನಂತಹ ಲೋಹಗಳಲ್ಲಿ ಬಳಸಲ್ಪಡುತ್ತದೆ ಮತ್ತು ಕಡಿಮೆ / ಮಧ್ಯಮ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ಗಳಂತಹ ಲೋಹಗಳಲ್ಲಿ ಹೆಚ್ಚಿನ ತಾಪಮಾನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಈ ಪ್ರಕ್ರಿಯೆಯು ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಬದಲಿಸುವುದನ್ನು ತಪ್ಪಿಸುತ್ತದೆ, ಆದರೆ ಘಟಕಗಳನ್ನು ಕೆಲಸ ಮಾಡಲು ಅವಕಾಶ ನೀಡುತ್ತದೆ. ತಂಪಾಗಿಸುವಿಕೆಯ ಮೇಲೆ ತಾಪನ ಮತ್ತು ಒಪ್ಪಂದಕ್ಕೆ ಪ್ರತಿಕ್ರಿಯೆಯಾಗಿ ಲೋಹಗಳು ಸಾಮಾನ್ಯವಾಗಿ ವಿಸ್ತರಿಸುತ್ತವೆ; ತಾಪಮಾನ ಬದಲಾವಣೆಗೆ ಈ ಆಯಾಮದ ಪ್ರತಿಕ್ರಿಯೆಯನ್ನು ಥರ್ಮಲ್ ವಿಸ್ತರಣೆಯ ಒಂದು ಗುಣಾಂಕವಾಗಿ ವ್ಯಕ್ತಪಡಿಸಲಾಗುತ್ತದೆ.
ಪ್ರಕ್ರಿಯೆ
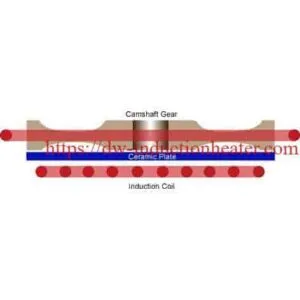
ಇಂಡಕ್ಷನ್ ತಾಪನ ಇದು ತತ್ವವನ್ನು ಬಳಸುವ ಅಲ್ಲದ ಸಂಪರ್ಕ ತಾಪನ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ ಎಲೆಕ್ಟ್ರಿಕ್ಮ್ಯಾಗ್ನೆಟಿಕ್ ಇಂಡಕ್ಷನ್ ಕೆಲಸದ ತುಣುಕಿನಲ್ಲಿ ಶಾಖವನ್ನು ಉತ್ಪಾದಿಸಲು. ಈ ಸಂದರ್ಭದಲ್ಲಿ ಉಷ್ಣ ವಿಸ್ತರಣೆಯನ್ನು ಯಾಂತ್ರಿಕ ಅಪ್ಲಿಕೇಶನ್ನಲ್ಲಿ ಒಂದರ ಮೇಲೊಂದರಂತೆ ಹೊಂದಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ, ಉದಾ. ಅದರ ಒಳಗಿನ ವ್ಯಾಸವನ್ನು ಶಾಫ್ಟ್ನ ವ್ಯಾಸಕ್ಕಿಂತ ಸ್ವಲ್ಪ ಚಿಕ್ಕದಾಗಿಸುವ ಮೂಲಕ ಶಾಫ್ಟ್ ಮೇಲೆ ಬಶಿಂಗ್ ಅನ್ನು ಅಳವಡಿಸಬಹುದು, ನಂತರ ಅದನ್ನು ಶಾಫ್ಟ್ ಮೇಲೆ ಹೊಂದಿಕೊಳ್ಳುವವರೆಗೆ ಬಿಸಿ ಮಾಡಿ , ಮತ್ತು ಅದನ್ನು ಶಾಫ್ಟ್ ಮೇಲೆ ತಳ್ಳಿದ ನಂತರ ಅದನ್ನು ತಣ್ಣಗಾಗಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ, ಹೀಗಾಗಿ 'ಕುಗ್ಗಿಸುವ ಫಿಟ್' ಅನ್ನು ಸಾಧಿಸುತ್ತದೆ. ವಾಹಕ ವಸ್ತುವನ್ನು ಬಲವಾದ ಪರ್ಯಾಯ ಕಾಂತಕ್ಷೇತ್ರದಲ್ಲಿ ಇರಿಸುವ ಮೂಲಕ, ವಿದ್ಯುತ್ ಪ್ರವಾಹವನ್ನು ಲೋಹದಲ್ಲಿ ಹರಿಯುವಂತೆ ಮಾಡಬಹುದು ಮತ್ತು ಆ ಮೂಲಕ I2ವಸ್ತುಗಳಲ್ಲಿ ಆರ್ ನಷ್ಟಗಳು. ಮೇಲ್ಮೈ ಪದರದಲ್ಲಿ ಪ್ರಸ್ತುತವಾಗಿ ಉತ್ಪತ್ತಿಯಾಗುವ ಹರಿವುಗಳು. ಈ ಪದರದ ಆಳವು ಪರ್ಯಾಯ ಕ್ಷೇತ್ರದ ಆವರ್ತನ ಮತ್ತು ವಸ್ತುಗಳ ಪ್ರವೇಶಸಾಧ್ಯತೆಯಿಂದ ನಿರ್ದೇಶಿಸಲ್ಪಡುತ್ತದೆ. ಎರಡು ವಿಶಾಲವಾದ ವರ್ಗಗಳಾಗಿ ಕುಗ್ಗುವಿಕೆಗೆ ಒಳಪಡುವ ಇಂಡಕ್ಷನ್ ಹೀಟರ್ಗಳು:
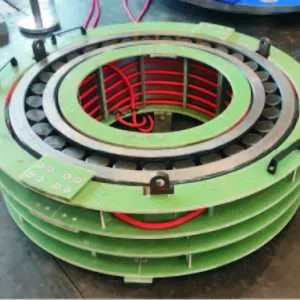
· ಮುಖ್ಯ ಆವರ್ತನ ಘಟಕಗಳು ಕಾಂತೀಯ ಕೋರ್ಗಳನ್ನು (ಕಬ್ಬಿಣ) ಬಳಸುತ್ತವೆ.
ಘನ ರಾಜ್ಯ (ವಿದ್ಯುನ್ಮಾನ) MF ಮತ್ತು RF ಇಂಡಕ್ಷನ್ ಹೀಟರ್