ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾಗುವುದು ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ನ ದವಡೆಯ ಹಲ್ಲುಗಳು
ವಿವರಣೆ
ಹೆಚ್ಚಿನ ಆವರ್ತನ ಪ್ರಚೋದನೆ ಗಟ್ಟಿಯಾಗುವುದು ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಮೇಲ್ಮೈ ಪ್ರಕ್ರಿಯೆಯ ದವಡೆಯ ಹಲ್ಲುಗಳು
ಉದ್ದೇಶ
ಇಂಡಕ್ಷನ್ ಬಳಸಿ ದವಡೆಯ ಹಲ್ಲುಗಳನ್ನು ಯಶಸ್ವಿಯಾಗಿ ಗಟ್ಟಿಯಾಗಿಸುವುದು.
ಉಪಕರಣ
ಡಿಡಬ್ಲ್ಯೂ-ಯುಹೆಚ್ಎಫ್ -6 ಕೆಡಬ್ಲ್ಯೂ-ಐ ಹ್ಯಾಂಡ್ಹೆಲ್ಡ್ ಇಂಡಕ್ಷನ್ ಗಟ್ಟಿಯಾಗಿಸುವ ಯಂತ್ರ
HLQ ಕಸ್ಟಮ್ ಕಾಯಿಲ್
ಮೆಟೀರಿಯಲ್ಸ್
ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ದವಡೆಯ ಹಲ್ಲುಗಳು ಗ್ರಾಹಕರಿಂದ ಸರಬರಾಜು ಮಾಡುತ್ತವೆ
ಕೀ ಪ್ಯಾರಾಮೀಟರ್ಗಳು
ವಿದ್ಯುತ್: 4 ಕಿ.ವಾ.
ತಾಪಮಾನ: ಸುಮಾರು 1526 ° F (830 ° C)
ಸಮಯ: 10-15 ಸೆ
ಪ್ರಕ್ರಿಯೆ:
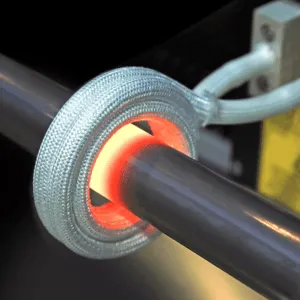
- ಅಪ್ಲಿಕೇಶನ್ಗಾಗಿ ಪರೀಕ್ಷಾ ಕಾಯಿಲ್ ಅನ್ನು ಕಸ್ಟಮ್ ಮಾಡಲಾಗಿದೆ.
- ಮಾದರಿಯನ್ನು ಸುರುಳಿಯ ಒಳಭಾಗದಲ್ಲಿ ನಿವಾರಿಸಲಾಗಿದೆ.
- ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ಹಲ್ಲುಗಳಿಗೆ ಅನ್ವಯಿಸಲಾಯಿತು.
- ತಾಪನದ ಸಮಯದಲ್ಲಿ ಮಾದರಿಯ ತಾಪಮಾನವನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಲಾಯಿತು.
- ಗಟ್ಟಿಯಾಗಿಸುವ ತಾಪಮಾನವನ್ನು ತಲುಪುವವರೆಗೆ ಶಾಖವನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ.
ಫಲಿತಾಂಶಗಳು:
- ಸಿಸ್ಟಮ್ ತನ್ನ ಗರಿಷ್ಠ ಶಕ್ತಿಯನ್ನು ಸಾಧಿಸುವಲ್ಲಿ ಯಶಸ್ವಿಯಾಗಿದೆ.
- ಹಲ್ಲನ್ನು 830 ಸೆಕೆಂಡುಗಳಲ್ಲಿ 12 ° C ಗೆ ಬಿಸಿಮಾಡಲಾಯಿತು.
- 930 ಸೆಕೆಂಡುಗಳಲ್ಲಿ 20 ° C ತಲುಪಿದೆ.
- ಕ್ಯೂರಿ ಪಾಯಿಂಟ್ (ಸುಮಾರು 770 ° C) ಅನ್ನು 5 ಸೆಕೆಂಡುಗಳಲ್ಲಿ ತಲುಪಲಾಗುತ್ತದೆ.
ತೀರ್ಮಾನಗಳು:
- ಸಿಸ್ಟಮ್ ಕಾನ್ಫಿಗರೇಶನ್ –DW-UHF-6KW-I ಪ್ರಕ್ರಿಯೆಗೆ ಸೂಕ್ತವಾಗಿದೆ.
- ಕ್ಲಾಸಿಕ್ ಕಾಯಿಲ್ ಸಹ ಈ ಅಪ್ಲಿಕೇಶನ್ಗೆ ಸೂಕ್ತವಾಗಿದೆ.
ಶಿಫಾರಸುಗಳು:
- ಎಚ್ಎಸ್ ಅನ್ನು ಸುರುಳಿಯೊಂದಿಗೆ ಅಥವಾ ದವಡೆಯನ್ನು ಲಂಬ ದಿಕ್ಕಿನಲ್ಲಿ ಚಲಿಸುವ ಮೂಲಕ ಪ್ರಕ್ರಿಯೆಯ ಯಾಂತ್ರೀಕರಣವನ್ನು ಸಾಧಿಸಬಹುದು.
- ಸರಿಯಾದ ತಂಪಾಗಿಸುವ ವ್ಯವಸ್ಥೆಯನ್ನು ಆರಿಸಬೇಕಾಗುತ್ತದೆ. ಕೂಲಿಂಗ್ ಸಾಮರ್ಥ್ಯ - ಕನಿಷ್ಠ 4 ಕಿ.ವಾ. ನೀರಿನಿಂದ ಗಾಳಿಯ ವ್ಯವಸ್ಥೆಯನ್ನು ಬಳಸಬಹುದು, ಆದರೆ ಇದು ಸುತ್ತುವರಿದ ಕಾರ್ಯಾಚರಣೆಯ ತಾಪಮಾನವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.