ಇಂಡಕ್ಷನ್ ಸೋಲ್ಡಿಂಗ್ ಬ್ರಾಸ್ ಕನೆಕ್ಟರ್ ಸೌರ ಫಲಕದಲ್ಲಿ IGBT ಇಂಡಕ್ಷನ್ ಹೀಟರ್ನೊಂದಿಗೆ
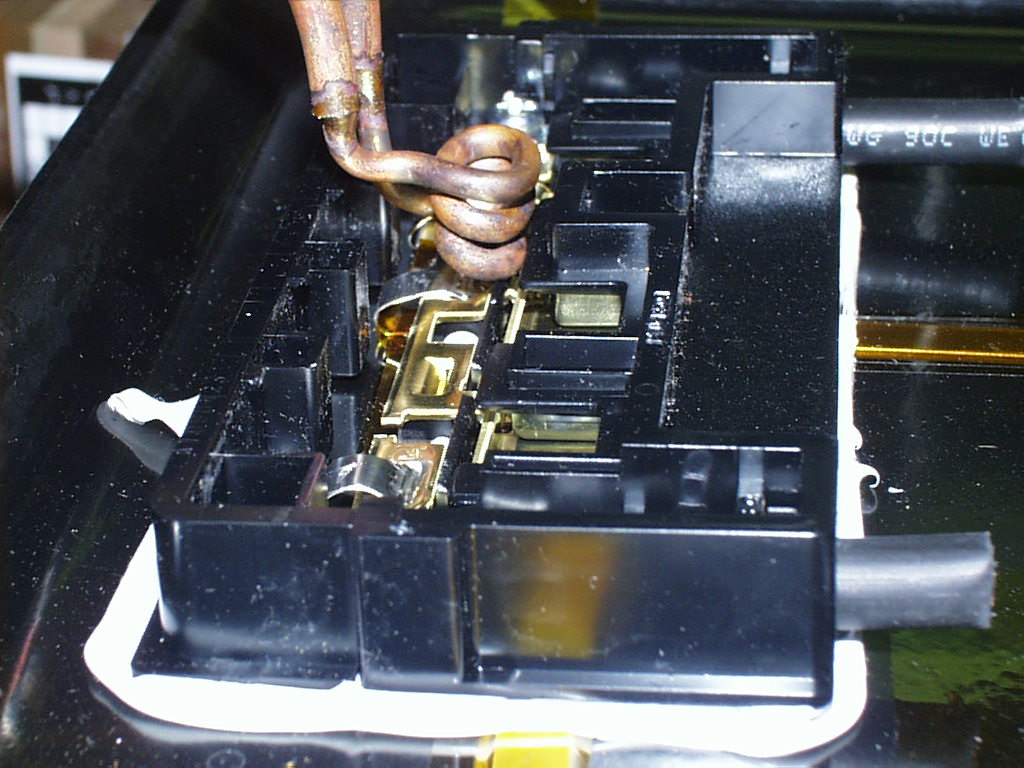
ಆಬ್ಜೆಕ್ಟಿವ್ ಸೋಲ್ಡರ್ ಮೂರು ಹಿತ್ತಾಳೆ ಕನೆಕ್ಟರ್ಗಳು ಜಂಕ್ಷನ್ ಬಾಕ್ಸ್ನಲ್ಲಿರುವ ಘಟಕಗಳಿಗೆ ಧಕ್ಕೆಯಾಗದಂತೆ ಸೌರ ಫಲಕ ಜಂಕ್ಷನ್ ಪೆಟ್ಟಿಗೆಯಲ್ಲಿ ಒಂದೊಂದಾಗಿ
ಮೆಟೀರಿಯಲ್ ಸೌರ ಫಲಕ ಜಂಕ್ಷನ್ ಬಾಕ್ಸ್, ಹಿತ್ತಾಳೆ ಕನೆಕ್ಟರ್ಸ್, ಬೆಸುಗೆ ತಂತಿ
ತಾಪಮಾನ 700 ºF (371 ºC)
ಆವರ್ತನ 344 kHz
ಸಲಕರಣೆಗಳು • DW-UHF-6 kW ಇಂಡಕ್ಷನ್ ತಾಪನ ವ್ಯವಸ್ಥೆ, ಒಂದು 1.0 μF ಕೆಪಾಸಿಟರ್ ಹೊಂದಿರುವ ರಿಮೋಟ್ ವರ್ಕ್ಹೆಡ್ ಅನ್ನು ಹೊಂದಿದೆ.
Application ಈ ಅಪ್ಲಿಕೇಶನ್ಗಾಗಿ ನಿರ್ದಿಷ್ಟವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಮತ್ತು ಅಭಿವೃದ್ಧಿಪಡಿಸಿದ ಇಂಡಕ್ಷನ್ ತಾಪನ ಕಾಯಿಲ್.
ಪ್ರಕ್ರಿಯೆ ಕನೆಕ್ಟರ್ಗಳನ್ನು ಬಿಸಿಮಾಡಲು ಮೂರು ತಿರುವು ಅಂಡಾಕಾರದ ಆಕಾರದ ಹೆಲಿಕಲ್ ಕಾಯಿಲ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಬೆಸುಗೆ ತಂತಿಯ ತುಂಡನ್ನು ಜಂಟಿ ಪ್ರದೇಶದ ಮೇಲೆ ಇರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಪ್ರತಿ ಜಂಟಿಯನ್ನು ಕನೆಕ್ಟರ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕಲು 5 ಸೆಕೆಂಡುಗಳ ಕಾಲ ಪ್ರತ್ಯೇಕವಾಗಿ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ. ಮೂರು ಕೀಲುಗಳಿಗೆ ಒಟ್ಟು ಪ್ರಕ್ರಿಯೆಯ ಸಮಯ 15 ಸೆಕೆಂಡುಗಳು.
ಫಲಿತಾಂಶಗಳು / ಬೆನಿಫಿಟ್ಸ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ಒದಗಿಸುತ್ತದೆ:
• ಪಿನ್ಪಾಯಿಂಟ್ ನಿಖರತೆಯು ತಾಪವನ್ನು ಜಂಟಿಗೆ ಮಾತ್ರ ತಲುಪಿಸುತ್ತದೆ; ಸುತ್ತಮುತ್ತಲಿನ ಘಟಕಗಳ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವುದಿಲ್ಲ
• ಸ್ಥಳೀಯ ಶಾಖ ಅಚ್ಚುಕಟ್ಟಾಗಿ ಮತ್ತು ಕ್ಲೀನ್ ಕೀಲುಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ
• ಉತ್ತಮ ಗುಣಮಟ್ಟದ, ಪುನರಾವರ್ತನೀಯ ಫಲಿತಾಂಶಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ
• ತಾಪನ ಹಂಚಿಕೆ ಸಹ