ಮುನ್ನುಗ್ಗಲು ಇಂಡಕ್ಷನ್ ತಾಪನ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್
ವಿವರಣೆ
ಮುನ್ನುಗ್ಗುವಿಕೆ ಮತ್ತು ಬಿಸಿ ರಚನೆಗಾಗಿ ಇಂಡಕ್ಷನ್ ತಾಪನ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್
ಮುನ್ನುಗ್ಗಲು ಲೋಹದ ಇಂಡಕ್ಷನ್ ತಾಪನ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಮತ್ತು ಬಿಸಿ ರೂಪಿಸುವಿಕೆಯು ಅತ್ಯುತ್ತಮ ಇಂಡಕ್ಷನ್ ತಾಪನ ಅನ್ವಯಿಕೆಗಳಾಗಿವೆ. ಕೈಗಾರಿಕಾ ಇಂಡಕ್ಷನ್ ಮುನ್ನುಗ್ಗುವಿಕೆ ಮತ್ತು ಬಿಸಿ ರಚನೆ ಪ್ರಕ್ರಿಯೆಗಳು ಲೋಹದ ಬಿಲೆಟ್ ಅನ್ನು ಬಾಗಿಸುವುದು ಅಥವಾ ರೂಪಿಸುವುದು ಅಥವಾ ವಿರೂಪಕ್ಕೆ ಅದರ ಪ್ರತಿರೋಧವು ದುರ್ಬಲವಾಗಿರುವ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿಯಾದ ನಂತರ ಅರಳುವುದು ಒಳಗೊಂಡಿರುತ್ತದೆ. ನಾನ್-ಫೆರಸ್ ವಸ್ತುಗಳ ಬ್ಲಾಕ್ಗಳನ್ನು ಸಹ ಬಳಸಬಹುದು. 
ಇಂಡಕ್ಷನ್ ತಾಪನ ಯಂತ್ರಗಳು ಅಥವಾ ಸಾಂಪ್ರದಾಯಿಕ ಕುಲುಮೆಗಳನ್ನು ಆರಂಭಿಕ ತಾಪನ ಪ್ರಕ್ರಿಯೆಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ಇಂಡೆಕ್ಟರ್ ಮೂಲಕ ನ್ಯೂಮ್ಯಾಟಿಕ್ ಅಥವಾ ಹೈಡ್ರಾಲಿಕ್ ಪಶರ್ ಮೂಲಕ ಬಿಲ್ಲೆಟ್ಗಳನ್ನು ಸಾಗಿಸಬಹುದು; ಪಿಂಚ್ ರೋಲರ್ ಡ್ರೈವ್; ಟ್ರಾಕ್ಟರ್ ಡ್ರೈವ್; ಅಥವಾ ವಾಕಿಂಗ್ ಕಿರಣ. ಸಂಪರ್ಕವಿಲ್ಲದ ಪೈರೋಮೀಟರ್ಗಳನ್ನು ಬಿಲೆಟ್ ತಾಪಮಾನವನ್ನು ಅಳೆಯಲು ಬಳಸಲಾಗುತ್ತದೆ.
ಮೆಕ್ಯಾನಿಕಲ್ ಇಂಪ್ಯಾಕ್ಟ್ ಪ್ರೆಸ್, ಬಾಗುವ ಯಂತ್ರಗಳು ಮತ್ತು ಹೈಡ್ರಾಲಿಕ್ ಹೊರತೆಗೆಯುವ ಪ್ರೆಸ್ಗಳಂತಹ ಇತರ ಯಂತ್ರಗಳನ್ನು ಲೋಹವನ್ನು ಬಾಗಿಸಲು ಅಥವಾ ಆಕಾರಗೊಳಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
ಉದ್ದೇಶ: ಅನಿಲ ಕುಲುಮೆಯೊಂದಿಗೆ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವುದಕ್ಕೆ ಹೋಲಿಸಿದರೆ ಉತ್ಪಾದನೆಯನ್ನು ಹೆಚ್ಚಿಸುವ ಗುರಿಯೊಂದಿಗೆ ಹೂವಿನ ತಲೆಯನ್ನು ರಚಿಸಲು ಮುನ್ನುಗ್ಗುವ ಮೊದಲು ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ (3.9 ”x 7.5” x 0.75 ”/ 100 ಎಂಎಂ x 190 ಎಂಎಂ ಎಕ್ಸ್ 19 ಎಂಎಂ) ಅನ್ನು ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸಿ.
ಮೆಟೀರಿಯಲ್: ಸ್ಟೀಲ್ ಪ್ಲೇಟ್
ತಾಪಮಾನ: 2192 ºF (1200 ºC)
ಆವರ್ತನ: 7 ಕಿಲೋಹರ್ಟ್ಝ್
ಇಂಡಕ್ಷನ್ ತಾಪನ ಸಾಧನ: ಡಿಡಬ್ಲ್ಯೂ-ಎಂಎಫ್ -125 / 100, 125 ಕಿ.ವಾ. ಇಂಡಕ್ಷನ್ ತಾಪನ ವ್ಯವಸ್ಥೆ ಮೂರು 26.8 μF ಕೆಪಾಸಿಟರ್ಗಳನ್ನು ಹೊಂದಿರುವ ದೂರಸ್ಥ ಶಾಖ ಕೇಂದ್ರವನ್ನು ಹೊಂದಿದೆ.
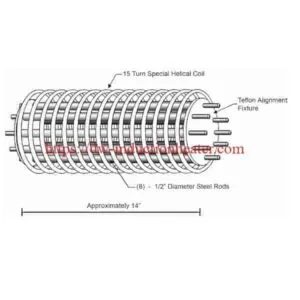
- ಈ ಅಪ್ಲಿಕೇಶನ್ಗೆ ಅಗತ್ಯವಾದ ಶಾಖವನ್ನು ಉತ್ಪಾದಿಸಲು ಮೂರು ಸ್ಥಾನ, ಮಲ್ಟಿ-ಟರ್ನ್ ಹೆಲಿಕಲ್ ಕಾಯಿಲ್ ಅನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ ಮತ್ತು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ.
ಪ್ರಕ್ರಿಯೆ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಅನ್ನು ಮೂರು ಸ್ಥಾನದ ಮಲ್ಟಿ-ಟರ್ನ್ ಹೆಲಿಕಲ್ ಕಾಯಿಲ್ಗೆ ಸೇರಿಸಲಾಯಿತು ಮತ್ತು ವಿದ್ಯುತ್ ಸರಬರಾಜನ್ನು ಆನ್ ಮಾಡಲಾಗಿದೆ. 37 ಸೆಕೆಂಡುಗಳಲ್ಲಿ, ಎರಡನೇ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಅನ್ನು ಸೇರಿಸಲಾಯಿತು, ಮತ್ತು 75 ಸೆಕೆಂಡುಗಳಲ್ಲಿ ಮೂರನೇ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ಅನ್ನು ಸೇರಿಸಲಾಯಿತು. 115 ಸೆಕೆಂಡುಗಳಲ್ಲಿ, ಮೊದಲ ಭಾಗಕ್ಕೆ ಅಪೇಕ್ಷಿತ ತಾಪಮಾನವನ್ನು ಸಾಧಿಸಲಾಯಿತು, ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯು ಮುಂದುವರೆಯಿತು.
ಪ್ರಾರಂಭದ ನಂತರ, ಭಾಗಗಳನ್ನು ಅವರು ನಮೂದಿಸಿದ ಅನುಕ್ರಮದಿಂದ ಪ್ರತಿ 37 ಸೆಕೆಂಡಿಗೆ ಬಿಸಿ ಮಾಡಬಹುದು. ಒಟ್ಟು ಸೈಕಲ್ ಸಮಯ 115
ಸೆಕೆಂಡುಗಳು, ಪ್ರತಿ 37 ಸೆಕೆಂಡಿಗೆ ಒಂದು ಭಾಗವನ್ನು ತೆಗೆದುಹಾಕಬಹುದು, ಇದು ಅಪೇಕ್ಷಿತ ಉತ್ಪಾದನಾ ದರವನ್ನು ಸಾಧಿಸಲು ಪ್ರಚೋದನೆಗೆ ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ
ಮತ್ತು ಅನಿಲ ಕುಲುಮೆಯನ್ನು ಬಳಸುವುದರೊಂದಿಗೆ ಹೋಲಿಸಿದಾಗ ಸಾಕಷ್ಟು ಲಾಭಗಳನ್ನು ಅರಿತುಕೊಳ್ಳಿ.

ಫಲಿತಾಂಶಗಳು / ಪ್ರಯೋಜನಗಳು
ಹೆಚ್ಚಿನ ಉತ್ಪಾದನಾ ದರ: ಈ ಪ್ರಕ್ರಿಯೆಯು ಗಂಟೆಗೆ 100 ಭಾಗಗಳ ಉತ್ಪಾದನಾ ದರವನ್ನು ಸಾಧಿಸಿದರೆ, ಅನಿಲ ಕುಲುಮೆಯು ಗಂಟೆಗೆ 83 ಭಾಗಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ
- ಪುನರಾವರ್ತನೆ: ಈ ಪ್ರಕ್ರಿಯೆಯು ಪುನರಾವರ್ತನೀಯವಾಗಿದೆ ಮತ್ತು ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಸಂಯೋಜಿಸಬಹುದು
- ನಿಖರತೆ ಮತ್ತು ದಕ್ಷತೆ: ತಾಪನವು ನಿಖರ ಮತ್ತು ಪರಿಣಾಮಕಾರಿಯಾಗಿದೆ, ಶಾಖವನ್ನು ಉಕ್ಕಿನ ಫಲಕಗಳಿಗೆ ಮಾತ್ರ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ
ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುವ ಕೈಗಾರಿಕಾ ವಸ್ತುಗಳ ಅಂದಾಜು ಬಿಸಿ ರೂಪಿಸುವ ತಾಪಮಾನಗಳು:
• ಸ್ಟೀಲ್ 1200º ಸಿ • ಬ್ರಾಸ್ 750º ಸಿ • ಅಲ್ಯೂಮಿನಿಯಂ 550º ಸಿ
ಒಟ್ಟು ಇಂಡಕ್ಷನ್ ಹಾಟ್ ಫಾರ್ಮಿಂಗ್ ಅಪ್ಲಿಕೇಶನ್ಗಳು
ಇಂಡಕ್ಷನ್ ತಾಪನ ಯಂತ್ರಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಉಕ್ಕಿನ ಬಿಲ್ಲೆಟ್ಗಳು, ಬಾರ್ಗಳು, ಹಿತ್ತಾಳೆ ಬ್ಲಾಕ್ಗಳು ಮತ್ತು ಟೈಟಾನಿಯಂ ಬ್ಲಾಕ್ಗಳನ್ನು ಖೋಟಾ ಮತ್ತು ಬಿಸಿ ರೂಪಿಸಲು ಸರಿಯಾದ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿಮಾಡಲು ಬಳಸಲಾಗುತ್ತದೆ.

ಭಾಗಶಃ ರೂಪಿಸುವ ಅಪ್ಲಿಕೇಶನ್ಗಳು
ಭಾಗಶಃ ರಚನೆ ಮತ್ತು ಮುನ್ನುಗ್ಗುವ ಪ್ರಕ್ರಿಯೆಗಳಿಗೆ ಪೈಪ್ ತುದಿಗಳು, ಆಕ್ಸಲ್ ತುದಿಗಳು, ಆಟೋಮೋಟಿವ್ ಭಾಗಗಳು ಮತ್ತು ಬಾರ್ ತುದಿಗಳಂತಹ ಭಾಗಗಳನ್ನು ಬಿಸಿಮಾಡಲು ಇಂಡಕ್ಷನ್ ತಾಪನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಇಂಡಕ್ಷನ್ ತಾಪನ ಪ್ರಯೋಜನ
ಸಾಂಪ್ರದಾಯಿಕ ಕುಲುಮೆಗಳಿಗೆ ಹೋಲಿಸಿದಾಗ, ಮುನ್ನುಗ್ಗುವಿಕೆಗಾಗಿ ಇಂಡಕ್ಷನ್ ತಾಪನ ಯಂತ್ರಗಳು ಗಮನಾರ್ಹ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ಗುಣಮಟ್ಟದ ಅನುಕೂಲಗಳನ್ನು ನೀಡುತ್ತವೆ:
ಹೆಚ್ಚು ಕಡಿಮೆ ತಾಪನ ಸಮಯಗಳು, ಸ್ಕೇಲಿಂಗ್ ಮತ್ತು ಆಕ್ಸಿಡೀಕರಣವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ
ಸುಲಭ ಮತ್ತು ನಿಖರವಾದ ತಾಪಮಾನ ತಾಪಮಾನ ನಿಯಂತ್ರಣ. ವಿಶೇಷಣಗಳ ಹೊರಗಿನ ತಾಪಮಾನದಲ್ಲಿನ ಭಾಗಗಳನ್ನು ಕಂಡುಹಿಡಿಯಬಹುದು ಮತ್ತು ತೆಗೆದುಹಾಕಬಹುದು
ಕುಲುಮೆಯು ಅಗತ್ಯವಾದ ತಾಪಮಾನಕ್ಕೆ ಇಳಿಯಲು ಕಾಯುವ ಸಮಯ ಕಳೆದುಹೋಗಿಲ್ಲ
ಸ್ವಯಂಚಾಲಿತ ಇಂಡಕ್ಷನ್ ತಾಪನ ಯಂತ್ರಗಳು ಕನಿಷ್ಠ ಕೈಯಾರೆ ಶ್ರಮ ಬೇಕಾಗುತ್ತದೆ
ಶಾಖವನ್ನು ಒಂದು ನಿರ್ದಿಷ್ಟ ಬಿಂದುವಿಗೆ ನಿರ್ದೇಶಿಸಬಹುದು, ಇದು ಕೇವಲ ಒಂದು ರೂಪಿಸುವ ಪ್ರದೇಶವನ್ನು ಹೊಂದಿರುವ ಭಾಗಗಳಿಗೆ ಹೆಚ್ಚು ಮುಖ್ಯವಾಗಿದೆ.
ಹೆಚ್ಚಿನ ಉಷ್ಣ ದಕ್ಷತೆ - ಶಾಖವು ಭಾಗದಲ್ಲಿಯೇ ಉತ್ಪತ್ತಿಯಾಗುತ್ತದೆ ಮತ್ತು ದೊಡ್ಡ ಕೋಣೆಯಲ್ಲಿ ಬಿಸಿ ಮಾಡುವ ಅಗತ್ಯವಿಲ್ಲ.
ಉತ್ತಮ ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳು. ಗಾಳಿಯಲ್ಲಿರುವ ಏಕೈಕ ಶಾಖವೆಂದರೆ ಭಾಗಗಳೇ. ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳು ಇಂಧನ ಕುಲುಮೆಗಿಂತ ಹೆಚ್ಚು ಆಹ್ಲಾದಕರವಾಗಿರುತ್ತದೆ.