ಇಂಡಕ್ಷನ್ ಪ್ರಿಹೀಟಿಂಗ್ ವೆಲ್ಡಿಂಗ್ ಆಟೋಮೋಟಿವ್ ಟ್ರಾನ್ಸ್ಎಕ್ಸಲ್
ವಿವರಣೆ
ಇಂಡಕ್ಷನ್ ಪ್ರಿಹೀಟಿಂಗ್ ವೆಲ್ಡಿಂಗ್ ಆಟೋಮೋಟಿವ್ ಟ್ರಾನ್ಸ್ಎಕ್ಸಲ್
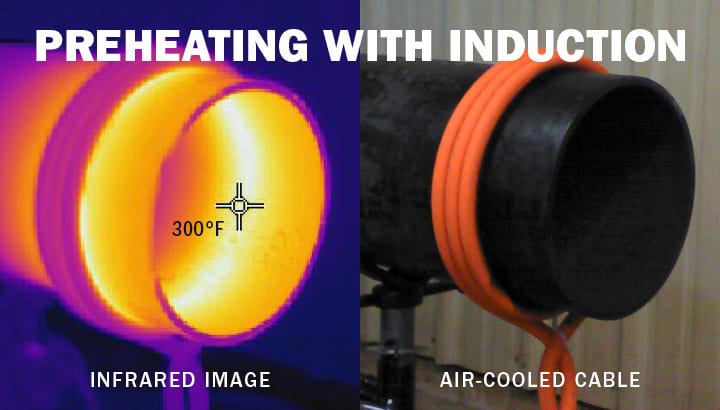
ಉದ್ದೇಶ: 3.6 ”(91 ಮಿಮೀ) ಹೊರಗಿನ ವ್ಯಾಸದ ಉಕ್ಕಿನ ಆಕ್ಸಲ್ ಅನ್ನು ಮೂರು ವೆಲ್ಡ್ ರೇಖೆಗಳೊಂದಿಗೆ 662 ºF (350 ºC) ಗೆ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸಲು ಪ್ರತಿ ವೆಲ್ಡ್ ರೇಖೆಯನ್ನು ಐದು ಸೆಕೆಂಡುಗಳಲ್ಲಿ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ
![]() ಮೆಟೀರಿಯಲ್: ಗ್ರಾಹಕರು 3.6 ”(91 ಮಿಮೀ) ಒಡಿ ಸ್ಟೀಲ್ ಆಕ್ಸಲ್ ಅನ್ನು ಸರಬರಾಜು ಮಾಡಿದ್ದಾರೆ
ಮೆಟೀರಿಯಲ್: ಗ್ರಾಹಕರು 3.6 ”(91 ಮಿಮೀ) ಒಡಿ ಸ್ಟೀಲ್ ಆಕ್ಸಲ್ ಅನ್ನು ಸರಬರಾಜು ಮಾಡಿದ್ದಾರೆ
ತಾಪಮಾನ: 662 ºF (350 ºC)
ಆವರ್ತನ: 121 ಕಿಲೋಹರ್ಟ್ಝ್
ಉಪಕರಣ: DW-HF-45kW 50-150 kHz ಇಂಡಕ್ಷನ್ ತಾಪನ ವ್ಯವಸ್ಥೆ ಸರಣಿ ಸಮಾನಾಂತರವಾಗಿ ಎಂಟು 1.0 μF ಕೆಪಾಸಿಟರ್ಗಳನ್ನು ಹೊಂದಿರುವ ದೂರಸ್ಥ ಶಾಖ ಕೇಂದ್ರವನ್ನು ಹೊಂದಿದೆ
- ಒಂದೇ ಸ್ಥಾನದ ಆಂತರಿಕ ಬೋರ್ ಪ್ರವೇಶ ತಾಪನ ಸುರುಳಿ ಈ ಅಪ್ಲಿಕೇಶನ್ಗೆ ನಿರ್ದಿಷ್ಟವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿದ ಮತ್ತು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ.
 ಇಂಡಕ್ಷನ್ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವ ಪ್ರಕ್ರಿಯೆ: ಸ್ಟೀಲ್ ಆಕ್ಸಲ್ ಅನ್ನು ತಾಪಮಾನವನ್ನು ಸೂಚಿಸುವ ಬಣ್ಣದಿಂದ ಚಿತ್ರಿಸಲಾಗಿದೆ ಮತ್ತು ಭಾಗಕ್ಕೆ ಥರ್ಮೋಕೂಲ್ ಅನ್ನು ಜೋಡಿಸಲಾಗಿದೆ. ಇಂಡಕ್ಷನ್ ತಾಪನ ಸುರುಳಿಯನ್ನು ಉಕ್ಕಿನ ಆಕ್ಸಲ್ ಒಳಗೆ ಇರಿಸಲಾಯಿತು ಮತ್ತು ವಿದ್ಯುತ್ ಸರಬರಾಜನ್ನು ಆನ್ ಮಾಡಲಾಗಿದೆ. ಈ ವಿಧಾನವು ಕ್ಲೈಂಟ್ ಬಯಸಿದಂತೆ ಐದು ಸೆಕೆಂಡುಗಳಲ್ಲಿ ವೆಲ್ಡ್ ರೇಖೆಯನ್ನು 662 ºF (350 ºC) ಗೆ ಬಿಸಿಮಾಡಲು ಅನುವು ಮಾಡಿಕೊಟ್ಟಿತು. ವಿದ್ಯುತ್ ಸರಬರಾಜು ಅಪೇಕ್ಷಿತ ತಾಪನ ಸಮಯದ ನಂತರ ಆಫ್ ಮಾಡಲು ಪ್ರೋಗ್ರಾಮ್ ಮಾಡಲು ಸಮರ್ಥವಾಗಿದೆ - ಈ ಸಂದರ್ಭದಲ್ಲಿ ಐದು ಸೆಕೆಂಡುಗಳು. ನಂತರ, ಸುರುಳಿಯನ್ನು ಎರಡನೇ ವೆಲ್ಡ್ ರೇಖೆಗೆ ಮತ್ತು ಮೂರನೇ ವೆಲ್ಡ್ ಸಾಲಿಗೆ ಸರಿಸಬಹುದು.
ಇಂಡಕ್ಷನ್ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವ ಪ್ರಕ್ರಿಯೆ: ಸ್ಟೀಲ್ ಆಕ್ಸಲ್ ಅನ್ನು ತಾಪಮಾನವನ್ನು ಸೂಚಿಸುವ ಬಣ್ಣದಿಂದ ಚಿತ್ರಿಸಲಾಗಿದೆ ಮತ್ತು ಭಾಗಕ್ಕೆ ಥರ್ಮೋಕೂಲ್ ಅನ್ನು ಜೋಡಿಸಲಾಗಿದೆ. ಇಂಡಕ್ಷನ್ ತಾಪನ ಸುರುಳಿಯನ್ನು ಉಕ್ಕಿನ ಆಕ್ಸಲ್ ಒಳಗೆ ಇರಿಸಲಾಯಿತು ಮತ್ತು ವಿದ್ಯುತ್ ಸರಬರಾಜನ್ನು ಆನ್ ಮಾಡಲಾಗಿದೆ. ಈ ವಿಧಾನವು ಕ್ಲೈಂಟ್ ಬಯಸಿದಂತೆ ಐದು ಸೆಕೆಂಡುಗಳಲ್ಲಿ ವೆಲ್ಡ್ ರೇಖೆಯನ್ನು 662 ºF (350 ºC) ಗೆ ಬಿಸಿಮಾಡಲು ಅನುವು ಮಾಡಿಕೊಟ್ಟಿತು. ವಿದ್ಯುತ್ ಸರಬರಾಜು ಅಪೇಕ್ಷಿತ ತಾಪನ ಸಮಯದ ನಂತರ ಆಫ್ ಮಾಡಲು ಪ್ರೋಗ್ರಾಮ್ ಮಾಡಲು ಸಮರ್ಥವಾಗಿದೆ - ಈ ಸಂದರ್ಭದಲ್ಲಿ ಐದು ಸೆಕೆಂಡುಗಳು. ನಂತರ, ಸುರುಳಿಯನ್ನು ಎರಡನೇ ವೆಲ್ಡ್ ರೇಖೆಗೆ ಮತ್ತು ಮೂರನೇ ವೆಲ್ಡ್ ಸಾಲಿಗೆ ಸರಿಸಬಹುದು.
ಫಲಿತಾಂಶಗಳು / ಪ್ರಯೋಜನಗಳ ಪ್ರಕ್ರಿಯೆ: ಸುರುಳಿಯು ಆಕ್ಸಲ್ ಒಳಗೆ ಇರುವುದರಿಂದ, ಅದು ದಾರಿ ತಪ್ಪುವುದಿಲ್ಲ, ಮತ್ತು ಅದನ್ನು ಸುಲಭವಾಗಿ ಮುಂದಿನ ವೆಲ್ಡ್ ಸಾಲಿಗೆ ಸರಿಸಬಹುದು
- ವೇಗ: ಇಂಡಕ್ಷನ್ ಮತ್ತು ಪ್ರಸ್ತಾವಿತ ಪ್ರಕ್ರಿಯೆಯು ವೆಲ್ಡ್ ರೇಖೆಗಳನ್ನು ಗುರಿಯೊಳಗೆ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿಮಾಡಲು ಶಕ್ತಗೊಳಿಸುತ್ತದೆ
ಸಮಯ
- ಉಚಿತ ಲ್ಯಾಬ್ ಪರೀಕ್ಷೆ: ಇದು ಕ್ಲೈಂಟ್ಗೆ ಹೊಸ ಯೋಜನೆಯಾಗಿದೆ, ಮತ್ತು ಎಚ್ಎಲ್ಕ್ಯು ಲ್ಯಾಬ್ ಸೇವಾ ವಿನಂತಿ ಪರೀಕ್ಷೆಯು ಕ್ಲೈಂಟ್ಗೆ ಸಕ್ರಿಯಗೊಳಿಸಿದೆ
ಅವರ ಅಪ್ಲಿಕೇಶನ್ ಅನ್ನು ಪರೀಕ್ಷಿಸಿ ಮತ್ತು ನವೀನ ವಿಧಾನವನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ




