ಕಾರ್ಬೈಡ್ ಸ್ಟೀಲ್ನ ಇಂಜೆಕ್ಷನ್ ಪ್ರಿಹೀಟಿಂಗ್ ರೈವ್ಟ್ಸ್
ವಿವರಣೆ
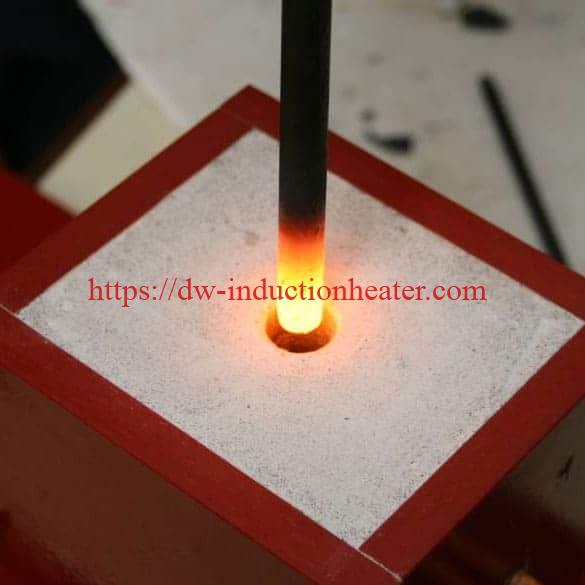
ಆರ್ಎಫ್ ಇಂಡಕ್ಷನ್ ಫಾರ್ಮಿಂಗ್ ತಾಪನ ಘಟಕಗಳೊಂದಿಗೆ ಕಾರ್ಬೈಡ್ ಸ್ಟೀಲ್ನ ಇಂಜೆಕ್ಷನ್ ಪ್ರೀಹಿಟಿಂಗ್ ರೈವ್ಟ್ಸ್
ಉದ್ದೇಶ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸಿ ಕಡಿಮೆ ಇಂಗಾಲದ ಉಕ್ಕಿನ ರಿವೆಟ್ಗಳು ಮತ್ತು ನಿರ್ಮಾಣಕ್ಕಾಗಿ ಸುಧಾರಣೆಗೆ ಹ್ಯಾಂಡ್ರೈಲ್ ಬಾರ್ಗಳು
ವಸ್ತು ಕಡಿಮೆ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ರಿವೆಟ್ಗಳು 7/16 ”(11.1 ಮಿಮೀ) ಡಯಾ ಎಕ್ಸ್ 1.5” (38 ಎಂಎಂ) ಮತ್ತು 1.9 ”(47 ಮಿಮೀ) ಉದ್ದ, ಕಡಿಮೆ ಕಾರ್ಬನ್ ಬಾರ್ 1.25” (32 ಎಂಎಂ) ಡಯಾ ಎಕ್ಸ್ 3 ”(75 ಎಂಎಂ) ಶಾಖ ವಲಯ
ತಾಪಮಾನ 1922 ºF (1050 ºC)
ಬಾರ್ಗಳಿಗೆ 48 ಕಿಲೋಹರ್ಟ್ z ್ ರಿವೆಟ್ಗಳಿಗೆ ಆವರ್ತನ 55 ಕಿಲೋಹರ್ಟ್ z ್
ಸಲಕರಣೆಗಳು · ಡಿಡಬ್ಲ್ಯೂ-ಎಚ್ಎಫ್ -25 ಕಿಲೋವ್ಯಾಟ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ವ್ಯವಸ್ಥೆ, ಒಟ್ಟು 1.5? ಎಫ್ಗೆ ಎರಡು 0.75? ಎಫ್ ಕೆಪಾಸಿಟರ್ಗಳನ್ನು ಒಳಗೊಂಡಿರುವ ರಿಮೋಟ್ ವರ್ಕ್ಹೆಡ್ ಅನ್ನು ಹೊಂದಿದೆ.
Application ಈ ಅಪ್ಲಿಕೇಶನ್ಗಾಗಿ ನಿರ್ದಿಷ್ಟವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾದ ಮತ್ತು ಅಭಿವೃದ್ಧಿಪಡಿಸಿದ ಇಂಡಕ್ಷನ್ ತಾಪನ ಕಾಯಿಲ್.
ಪ್ರಕ್ರಿಯೆ ಮೂರು ತಿರುವು ಎನ್ಕ್ಯಾಪ್ಸುಲೇಟೆಡ್ ಹೆಲಿಕಲ್ ಕಾಯಿಲ್ ಅನ್ನು ರಿವೆಟ್ಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ ಮತ್ತು ಹ್ಯಾಂಡ್ರೈಲ್ ಬಾರ್ಗಳನ್ನು ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸಲು ನಾಲ್ಕು ಟರ್ನ್ ಎನ್ಕ್ಯಾಪ್ಸುಲೇಟೆಡ್ ಹೆಲಿಕಲ್ ಕಾಯಿಲ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ರಿವೆಟ್ಗಳನ್ನು 1922 ºF (1050 ºC) ಗೆ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ
22-25 ಸೆಕೆಂಡುಗಳು ಮತ್ತು ಬಾರ್ಗಳನ್ನು 1922 ºF (1050 ºC) ಗೆ 4 ನಿಮಿಷ 43 ಸೆಕೆಂಡುಗಳಲ್ಲಿ ಬಿಸಿಮಾಡಲಾಗುತ್ತದೆ.
ಫಲಿತಾಂಶಗಳು / ಬೆನಿಫಿಟ್ಸ್ ಇಂಡಕ್ಷನ್ ತಾಪನ ಒದಗಿಸುತ್ತದೆ:
· ನಿಯಂತ್ರಿಸುವ ಶಾಖ ಮಾದರಿ
· ಸ್ಥಳ ಸ್ಥಳ ಬಳಕೆಯ ಮೇಲೆ ಸುಲಭ
ಸುರಕ್ಷಿತ, ಯಾವುದೇ ತೆರೆದ ಜ್ವಾಲೆಗಳು
ತಾಪನ ಹಂಚಿಕೆ ಸಹ