ಹಾಟ್ ಬಿಲ್ಲೆಟ್ ರೂಪಿಸುವ ಪ್ರಕ್ರಿಯೆಗಳಿಗಾಗಿ ಇಂಡಕ್ಷನ್ ಬಿಲ್ಲೆಟ್ ಹೀಟರ್ ಅನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳುವುದು

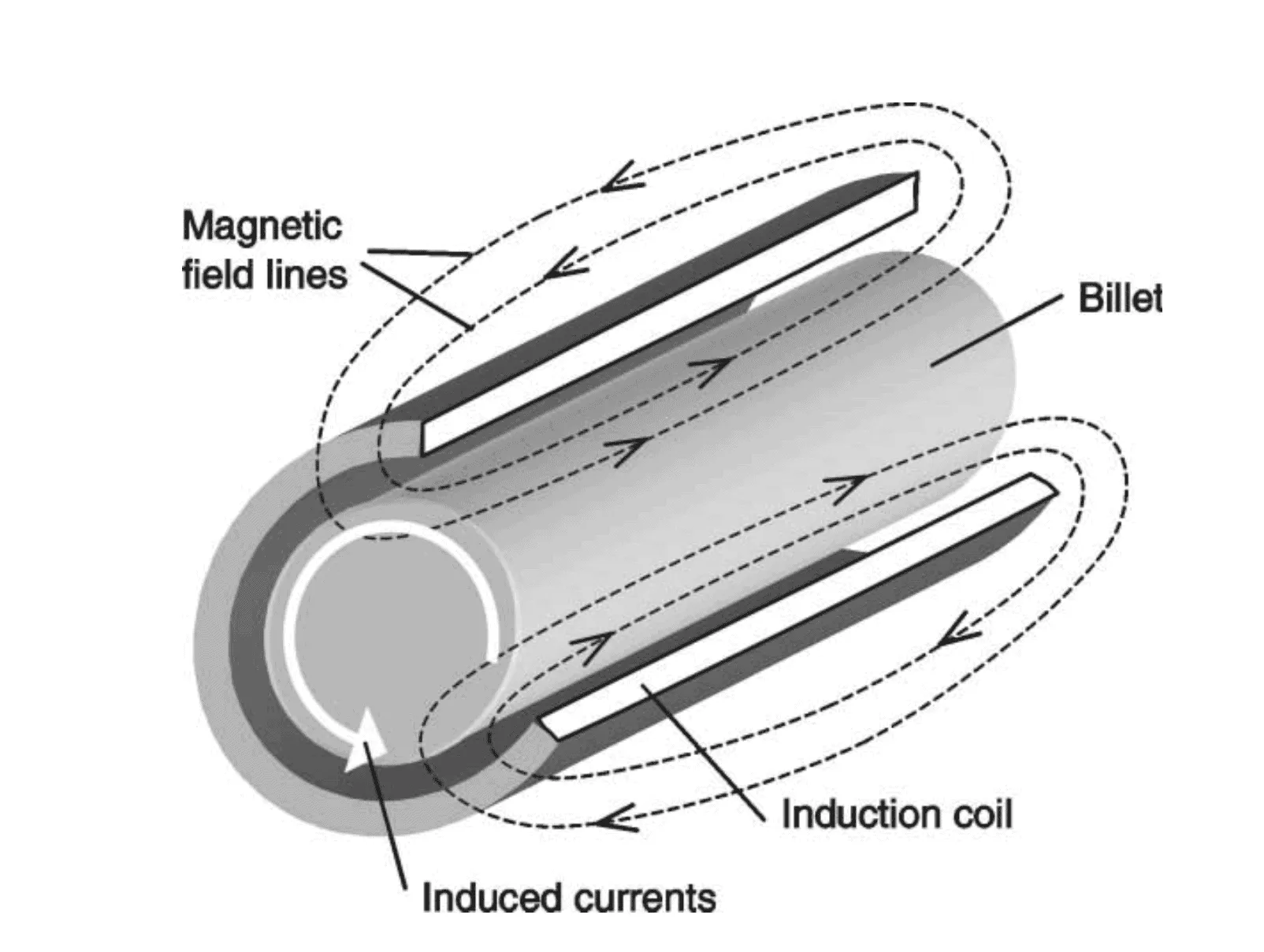
ಬಿಸಿ ಬಿಲ್ಲೆಟ್ ರಚನೆಗೆ ಇಂಡಕ್ಷನ್ ಬಿಲ್ಲೆಟ್ ಹೀಟರ್ ಎಂದರೇನು? ಇಂಡಕ್ಷನ್ ಬಿಲ್ಲೆಟ್ ಹೀಟರ್ ಬಿಸಿ ಬಿಲ್ಲೆಟ್ ರಚನೆಯ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಬಳಸಲಾಗುವ ವಿಶೇಷ ಉಪಕರಣವಾಗಿದೆ. ಲೋಹದ ಬಿಲ್ಲೆಟ್ಗಳನ್ನು ರೂಪಿಸಲು ಮತ್ತು ರೂಪಿಸಲು ಅಗತ್ಯವಾದ ತಾಪಮಾನಕ್ಕೆ ಬಿಸಿಮಾಡಲು ಇದು ವಿದ್ಯುತ್ಕಾಂತೀಯ ಇಂಡಕ್ಷನ್ ಅನ್ನು ಬಳಸುತ್ತದೆ. ಬಿಸಿ ಬಿಲ್ಲೆಟ್ ರಚನೆಯ ಪ್ರಕ್ರಿಯೆಯು ನಿರ್ಣಾಯಕ ಅಂಶವಾಗಿದೆ ... ಮತ್ತಷ್ಟು ಓದು